專業設計生產和銷售
為您解決從設計方案一切事務
全國免費咨詢熱線
0510-87670999
全國免費咨詢熱線
0510-87670999

電 話:13771751773(陳先生)
電 話:15862465854(耿小姐)
座 機:0510-87670999
郵 箱:szdcmj2008@vip.163.com
網 址:www.caixingtong.com
地 址:江蘇省宜興市徐舍鎮徐豐路23號模架科技產業園A-6

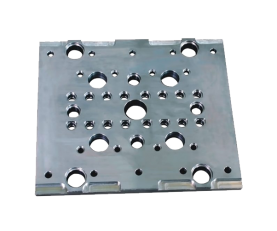
采用孔框齊出,一次裝夾完成加工,有效地減少重復裝夾造成的誤差,從而保證孔、框的相對位置的準確性,GB(GP)孔公差可根據配件要求的配合公差采用精鏜加工,雙色模架尺寸的對稱性及互換性極高,對尺寸的絕對位置要求特別高,所以精度要求比普通模架更高。
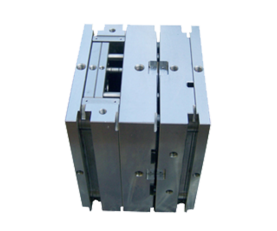
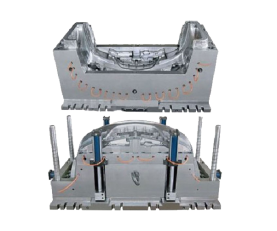
最常見的模架就是兩開模,所謂的兩開模,就是有兩個主要的型腔,你可以左右開模,也可以上下開模,因此,只有在上下開模的工作情況下,才有上模,下模的意義存在。
一般來說,上下開模是在沖床,澆注機,液壓機上最為常見,并且在這種情況下,上模也叫做動模,下模叫做 靜模,這是因為,開模的時候是機械機構帶動動模上升,完成開模動作,所以,就出現了上模和下模。
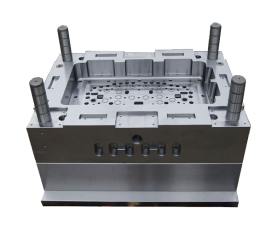
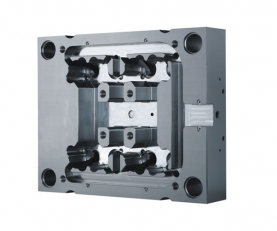
簡單來說,模架有預成型裝置、定位裝置及頂出裝置。一般配置為面板、A板(前范本)、B板(后范本)、C板(方鐵)、底板、頂針面板、頂針底板、以及導柱、回針等零配件。
模架上方是一個典型模架結構圖。 右邊部份稱為上模,左邊部份稱為下模。 注塑時,上下模會先結合,讓塑料于上下模塊成型部份成型。 然后上下模會分開,并由以下模為主的頂出裝置將成品推出。